レーザー・板金
サンケン工業では最新鋭の設備による「効率化」「工場を見える化」することで、カンや経験頼りで発生しがちだった「ムリ」、「ムダ」、「ムラ」をなくしています。
それが「環境保全システム」になりうるのです。
Tru Disk YAGレーザ溶接ロボットシステム NEW!
今板金加工業界で注目されている最新型YAG溶接ロボットを組み合わせた1台3役の装置です。
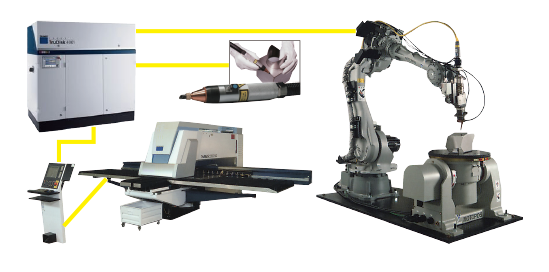
 TRUMPFディスクレーザで高速高品質溶接を実現
TRUMPFディスクレーザで高速高品質溶接を実現
TruDiskは、個体レーザと半導体レーザを最適に組み合わせたレーザです。半導体レーザは高効率で励起するため、高いビーム品質のレーザ光を得る事ができます。さらに、熱レンズ効果が無いディスクレーザは、工学的な歪みがありません。したがって、全出力範囲を通じて安定したビーム品質が得られます。
 板金用3次元CAD/CAMシステム、工程管理ソフトとの統合システムで
板金用3次元CAD/CAMシステム、工程管理ソフトとの統合システムで
作業効率をアップ
板金加工業の製造現場における製品の設計から加工までの行程を、板金用3次元CAD/CAMシステムの3Dモデルを利用して、オフラインティーチングを実現することによって、一つの3Dモデルから全行程用の加工データに展開できますさらに、工程管理ソフトと併せて仕様する事で、仕入れから納品に至すべての状況を把握し、作業効率の向上を支援いたします。
 ワーク座標系自動補正でテーチング補正時間を
ワーク座標系自動補正でテーチング補正時間を
極小化
板金用3次元CAD/CAMシステムで作成した溶接用CAMデータとの組み合わせで、ワーク表面に配置した測定マークを画像処理し、高速・高精度に位置補正を自動実行します。
それにより、段取り時間や修正時間を大幅に削減します。
| 主要仕様 |
| レーザー出力 |
4,0kw |
| ビーム品質 |
4mm*mrad |
| 光ファイバー径 |
100μm |
| 消費電力 |
19kw |
| 冷却水温度範囲 |
5-20℃ |
TruLaser 3030 fiber NEW!
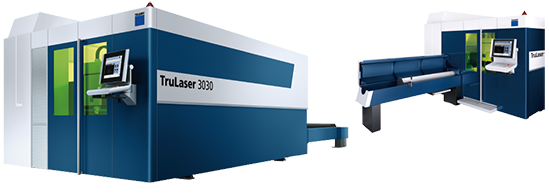
- ファイバー伝送式ディスクレーザ切断機
- パイプ加工デバイス「RotoLas」を搭載 (φ15〜φ370)
- 新型リニアドライブシステム
- 新型ノズルチェンジャ
- 自動ノズルクリーニング
- 最先端テクノロジー
- 先進の「省エネ」設計で待機時間消費電力を約45%大幅削減
| 主要仕様 |
| 最大レーザー出力 |
4,0kw |
| 軟鋼最大板厚 |
25mm |
| 各種最大板厚 |
ステンレス:20mm
アルミ:20mm
銅:8mm
|
| 回転軸角度 |
±370° |
| 傾斜軸角度 |
±135° |
| 走行速度 |
60m/分 |
| ストローク |
3000mm |
| 繰り返し停止精度 |
±0.3mm以内 |
vFactory (Amada Vartual Prototype Simulation System設備)
工場の見える化を実現しています。

-
製品の把握
~正確な見積もりと進捗が可能になります~
適正な時間・コストでもの作りが行われているかどうかを把握できます。製品の加工データが把握できますので正確な見積もりが可能となり、ムダなコストが抑えられます。また進捗も確認でき、現物確認する必要がありません。
~部品別の工程進捗状況を表示します。~
部品別の工程進捗状況を立体姿図付きで表示します。事務所で現場作業者にその都度問い合わせることなく、いつでも必要な情報を把握できます。
- 工場内の把握
~リアルタイムで稼働状況が把握できます~
事務所にいながら工場内の稼働状況が手に取るように把握できます。また、長時間にわたる自動運転中に何らかのトラブルによってマシンが停止してもすぐに携帯・Eメールで通知します。生産スケジュールの遅れをなくし、納期遅れを防止します。
- マシンの把握
~生産性が向上します~
マシンが透視に見合った稼働をしているかどうかを把握できます。例えば、マシンの稼働率がもし低ければ作業工程に何か課題があるということがわかります。その場合、課題の原因を取り除くことでマシンの稼働率が上がり、生産性が向上します。
~vFactoryは正確な情報を知っています~
ネットワーク対応機のAMNC/PCから、自動で情報をリアルタイムで取得します。人手は一切かかりません。何を、いつ、いくつ、どれくらいの工程数で加工したか、そのすべての情報はAMNC/PC経由でvFactoryに保存されています。
| 主要仕様 |
| 形式 |
NEC製 Express5800/51Lc |
| CPU |
3EGHz |
| メモリー |
1GB |
| HDD |
80GB(ミラーリング仕様) |
| OS |
WindowsXP Professional |
EML 3610 NT (Vartual Prototype Simulation System設備)

EMLは、パンチ・レーザー複合機であると同時に工程統合機といえる機能を持っています。提携穴は、ACサーボ・ダイレクトツインドライブ機構による素早いパンチング加工、高品質な加工を支えるアマダ伝統のブリッジフレームとレーザー駆動方式。もちろん当社導入のVPSS(バーチャル試作システム「V-Factory」)の中核マシンとして稼働しています。
このネットワーク統合によって工程・作業の【見える化】を実現しています。
- 最小のエネルギーで最大の生産性を実現 【パンチング】
ACサーボ・ダイレクトツインドライブは、液腺シャフトの左右に専用のACサーボ・モーターを直結させたシンプルかつバランスのとれた機構。その無駄のない動きが、驚異的な高ストロークを実現します。
- 電力平準化省エネ回路 【パンチング】
ACサーボ・モーターはオイルレス、省電力、低騒音のほかメンテナンスフリーもどうじに実現しています。原則時に、モーターが発電機となり回生電圧が発生し、その電荷はコンデンサーに充電されます。モーターの加速時にはその充電された電荷を放電して利用します。
- 高速タッピング加工 【成形加工・タッピング加工】
1タッピング2秒の高速加工が可能です(切削タップ)。タッピングユニットには4種類のタップを装着でき、点増・切削を選びません。
- 高ハイト成形加工 【成形加工・タッピング加工】
高精度な位置決め、一定のパスライン25mmのフィードクリアランス。これらの要素が相まって、様々な高ハイト成形加工が可能になりました。
- 超高速のレーザ加工 【レーザ加工】
レーザヘッド1軸移動方式を採用。これにより材料の不利回しを極力少なくし、それに伴う無駄な動きと材料の端月を減少させることで超高速加工を可能にしました。
- 非接触式Zならいセンサー 【レーザ加工】
ワークと加工ヘッドの距離を常に最適な状態に保つZ軸ならいセンサー、HS-2003を採用。センシング機能の向上と加工ヘッドの大幅な軽量化により(11㎏から5㎏へ)、レスポンス性能がさらに向上しました。
- 重労働なバラシ・仕分け作業からの解放 【仕分けと集積】
高速テイクアウトローダーによるミクロジョイントをバラシ、さらに仕分けを行う作業は非常に重労働で工数のかかる工程です。また、次工程を考慮しながらの仕分け作業は誰にでも出来る作業ではありません。高速テイクアウトローダーは、レーザ加工中にレーザヘッドのすぐ近くに待機し、加工終了後すぐにワークをテイクアウト。集積パレットまでワークを搬出し、製品別に整列して集積します。
| 主要仕様 |
| 複合加工範囲X×Y(mm) |
2550×1525 |
| 発振器 |
OCL^320HⅢ・AF-4000E |
| 早送り速度(m/min) |
X:100,Y:80,YL:80 |
| レーザZ軸移動量(mm) |
380 |
| Z軸早送り速度(m/min) |
60 |
| 繰り返し位置決め精度(mm) |
±0.007 |
| プレス能力(kN{tonf}) |
300{30} |
| ヒットレート(min-1{hpm) |
400(25.4mmピッチ) |
| 最大ワーク質量(kg) |
75(150) |
| 加工面高さ(mm) |
1100 |
| 機械質量(t) |
29 |
| タレットステーション |
58ステーション-オートインデックス
(Zタレット) |
HDS NT (Vartual Prototype Simulation System設備)

ネットワーク対応型高速・高精度ハイブリッド・ドライブシステムを採用。
ミクロン単位の位置決め精度を実現した新開発のベンディングマシンです。長時間運転にも最小の経時変化で精度維持を実現します。
| 主要仕様 |
| 加圧能力(kN) |
1274 |
| 曲げ長さ(mm)【モジュラー仕様】 |
3220【3220】 |
| ストローク長さ(mm) |
200 |
| 急閉じ速度(mm/s) |
200 |
| マシン質量(t) |
12 |
自動倉庫 MARS 90棚 (Vartual Prototype Simulation System設備)

バーチャルプロトタイプシュミレーションシステム(VPSS)の中核自動倉庫MARSです。
素材及び半製品の収納・搬送・管理を効率よく自動化し、NCTセルと連動して工場の24時間稼働を実現しています。現在、棚(ラック)は9列となっております。
昇降式トラバース台車(スタッカークレーン)により、指定した棚または入出庫コンベヤーはパレットを移動します。走行・昇降・移載用モーターはすべてインバーター制御され、起動および原則をなめらかに行います。
これら全ての行程をvFactoryで一元管理しています。
TRUMATIC6000L タワーマスター

- 加工方法:加工ステーションは2つですが目的は1つ
多機能装備によって、広範囲にわたる新しい可能性が備わっています。
- パーツ範囲:多種多様の製品
数種の技術をインテリジェントに融合することにより高速かつ精密に行うことができます。
- レーザ加工:郡を抜く最適な加工方法
省スペース設計の最新型レーザーが内蔵されています。
- パンチングとフォーミング:最高速度でインテリジェントな制御
新型高速パンチヘッド・高速フォーミングによる時間短縮、ASCによりデリケートな材料の表面を傷つけません。
- 操作:オープンコントロールで快適な作業を
2〜3のステップで作業開始です。オープンコントロールパネルから全ての作業を一目で監視できます。
- プログラミング:簡単な自動操作
3ステップでNCプログラムが完成します。心臓部にはTRUMPFが蓄積してきた技術・ノウハウがデータベースパラメーターとして含まれます。
TRUMABEND V1300

ロールベンダー
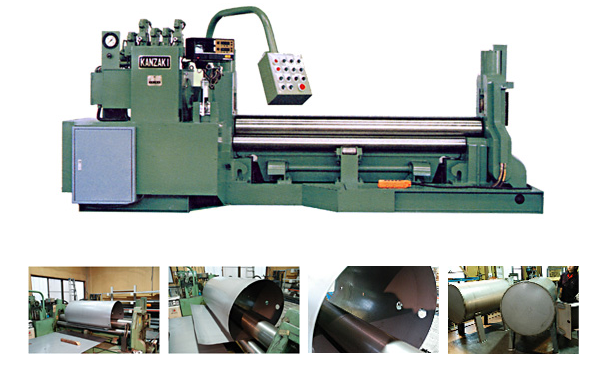
| 主要仕様 |
| 型 式 |
TAH-03At 6×2600 |
| 能 力 |
t6×2440L(SS400材) |
| 上ロール |
φ245 高周波焼き入れ1本 |
| 下ロール |
φ245 高周波焼き入れ2本 |
ピン式円鍵
アタッチメント付 |
|
上ロール加圧位置
デジタルカウンター表示付 |
|